


Service Hotline:0536-3125886

Amid the wave of intelligent transformation in the coal industry, the research and application of X-ray intelligent sorting machines have become a focal point. Recently, the HTRX1200 intelligent sorting machine, independently developed by Huawai, was applied in a large coal preparation plant in Shanxi Province. With its millimeter-level high-precision sorting, processing capacity of nearly 100 tons per hour, and intelligent algorithms, it delivered impressive results. This not only marks a new stage in intelligent coal sorting technology but also provides an innovative solution for mines to reduce costs and increase efficiency.
01 On-site report: Efficient sorting in complex environments
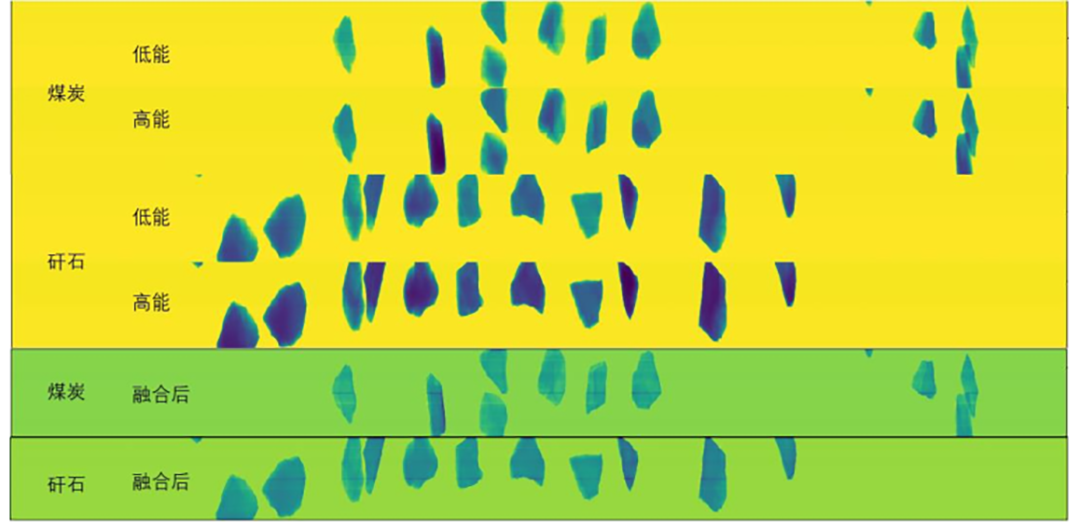
A large coal preparation plant in Shanxi Province has a high annual output and complex coal quality, with a high rate of impurities such as gangue and pyrite, which places stringent requirements on the sorting equipment. The HTRX1200 intelligent sorting machine is deployed at key nodes of the raw coal conveyor belt, seamlessly integrating with the existing production line. After startup, the X-ray scanning system captures dynamic images of the coal in real time, and the intelligent algorithm accurately identifies impurity characteristics, making the sorting operation as swift as "surgery."

02 Technological Strength: Three Core Advantages Lead the Industry
1. Millimeter-level precision, leaving no room for impurities to hide.
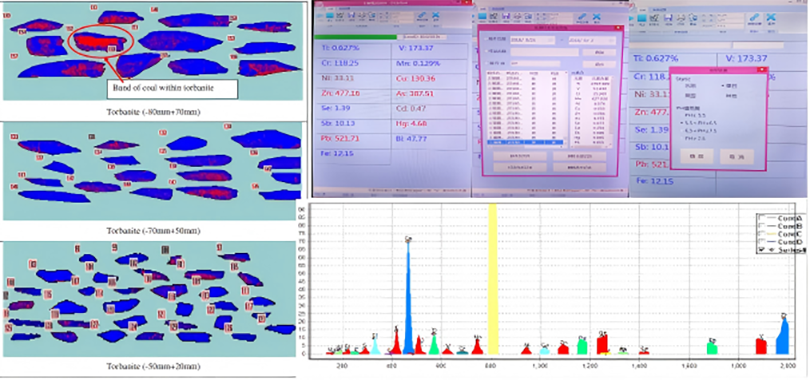
The HTRX1200 is equipped with a high-resolution X-ray scanning system that can penetrate the internal structure of coal and accurately identify millimeter-sized impurities such as gangue and pyrite. Application data shows that the ash content of clean coal is reduced by about 5%, resulting in a significant improvement in quality.


2. Hundred-ton-level processing, combining efficiency and stability.
The equipment has a processing capacity of 100 tons per hour, operates fully automatically, and runs without failure for extended periods. The coal preparation plant manager stated, "The sorting efficiency perfectly matches the production capacity requirements, and the maintenance cost is only 60% of that of traditional equipment."
3. Intelligent algorithm, dynamically optimizes sorting parameters
AI-based algorithms can automatically adjust sorting thresholds based on changes in coal quality, reducing manual intervention. Operator feedback: "The interface is user-friendly, the parameter settings are clear at a glance, and even newcomers can quickly get started."
03 User Feedback: A Leapfrog Upgrade from Artificial to Intelligent
“In the past, we relied on manual sorting, which resulted in a high error rate and high labor intensity,” the technical director of the coal preparation plant admitted. “After the HTRX1200 was put into use, the clean coal recovery rate increased by 8%, and the labor cost decreased by 30%, with immediate economic benefits.” In addition, the equipment’s lightweight design and low energy consumption characteristics (saving 20% more energy than similar products) further meet the needs of green mine construction.
04 Future Outlook: Multi-scenario Expansion and Continuous Technological Iteration
The successful application of the HTRX1200 is just the beginning. Currently, the higher-performance HTRX1600 (processing capacity of 150 tons/hour) and HTRX2000 (ultra-high resolution imaging system) have entered the testing phase and will be adapted to the needs of more complex coal types and large mines. At the same time, the breakthrough of aluminum alloy sorting machines in the field of scrap metal recycling (such as the 1600 sorting machine with a recognition rate of over 95%) signifies that X-ray intelligent sorting technology is extending to multiple industries.


05 Conclusion
From laboratories to mines, X-ray intelligent sorting machines are redefining sorting efficiency and precision with innovative technology. The successful trial in Shanxi not only injects a strong boost into the intelligent upgrading of coal preparation plants but also demonstrates the core strength of domestically produced high-end equipment. In the future, with technological iteration and application expansion, intelligent sorting machines will continue to empower efficient resource utilization and help accelerate the achievement of "dual carbon" goals.